SELECCIÓN DEL
OPERARIO
CALIFICACIÓN
DEL OPERARIO
Existen
3 calificaciones de operarios. Una
calificación de 85 a 99 para operarios inexpertos, calificación de 100 para
operarios de desempeño normal y calificación de 101 a 120 para operarios
expertos.
La
calificación del operario se determina con base en el criterio de quien
califica, que debe asignar una calificación
al operario tomando en cuenta su habilidad y desempeño al realizar la
operación. Luego de determinar la
calificación que se le asigna al operario, se divide dentro de 100 para obtener
el factor de desempeño.
Para
la toma de tiempos se eligen operarios de desempeño normal, por lo que la
calificación es de 100, teniendo un factor de desempeño 1. Este operario debe tener habilidad, esfuerzo,
condiciones y consistencia promedio.
Por
lo general los operarios no superan la calificación de 100 debido a la rotación
de puestos y al cambio de los diseños,
ya que las piezas de cada diseño se trabajan de distinta forma y constantemente los operarios deben
adaptarse a las nuevas operaciones.
MÉTODO PARA LA
TOMA DE TIEMPOS
Debido
a que las operaciones se realizan en intervalos muy cortos de tiempo se debe
hacer uso del método continuo, tomando el tiempo para la elaboración de
varias piezas por estación de trabajo y
dividiendo este tiempo dentro del número de observaciones; de esta forma se obtiene el tiempo promedio por
pieza.
El
número de observaciones se establece por medio de la tabla Westinghouse. Esta tabla ofrece el número de observaciones
necesarias en función de la duración del ciclo y del número de piezas que se
trabajan anualmente. Para este caso se
recomienda la tabla Westinghouse, debido a que esta solo es aplicable a
operaciones muy repetitivas, como el caso de las operaciones del proceso de
elaboración de ropa.
A continuación se
muestra la tabla IV Westinghouse:

Como
se puede observar en la tabla VII, la sumatoria del tiempo estándar de los
ciclos es igual a 13.77 minutos para 26 operaciones. Por eso el tiempo promedio
por ciclo es igual a 13.77/26= 0.52 min, lo cual es igual a 0.008 horas por
ciclo.
Por
lo general, por cada diseño se fabrican entre 2,000 y 8,000 pantalones al año.
Con
los datos anteriores se obtiene el número de observaciones en la tabla
Westinghouse, buscando el valor de la celda que intersecta la columna de 1,000
a 10,000 (rango de producción por año) con la fila de 0.008 horas (horas por
ciclo). Por lo que el número de observaciones es igual a 30.
CONCESIONES
Las
concesiones son demoras inevitables que quizá no fueron observadas en el
estudio de tiempos, debido a que este se realiza en períodos relativamente
cortos de tiempo. Es por ello que deben compensarse esas pérdidas haciendo
algunos ajustes.
Las
concesiones se determinan a través de la observación directa; y en el proceso
de fabricación de ropa se observaron las siguientes:
Concesiones constantes
Estas
son interrupciones del trabajo necesarias para mantener el bienestar del
empleado, por ejemplo las idas al baño, beber agua, etc. Entre estas
concesiones se encuentran: la concesión personal equivalente a un 5% y la
concesión por fatiga equivalente a un 4%.
Concesiones variables
En
este tipo de concesiones encontramos la concesión por posición incómoda, ya que
los operarios deben agacharse un poco al realizar la operación, y equivale a un
2%. También encontramos la concesión de atención requerida, ya que el trabajo
que realiza cada operario es fino y preciso, esta equivale a un 2%; y por
último encontramos la concesión por monotonía de nivel alto, debido a la
repetición de las operaciones, que es equivalente al 4%.
Sumando
las concesiones obtenemos un total de 17%, lo cual indica que con este
porcentaje de tiempo debemos compensar la fatiga y demoras en el trabajo.
CÁLCULO
DE TIEMPOS
1. Tiempo
cronometrado
Según
la tabla Westinghouse, se debe tomar el tiempo para la elaboración de 30 piezas
por estación, aunque para efectos de este ejercicio, se tomó el tiempo para la
elaboración de 10 piezas en cada estación, ya que solo se pretende dar un
ejemplo del procedimiento para la toma de tiempos. En este caso, para obtener
el tiempo por unidad, se divide el tiempo cronometrado dentro de 10. Los
tiempos cronometrados se muestran a continuación (tabla V).

2.
Tiempo
normal
Este es el tiempo que requerirá un operario
normal para realizar la operación y se determina de la siguiente manera: TN =
TC * C/100, donde TN = tiempo normal, TC = tiempo cronometrado y C =
calificación del operario.
Como se mencionó anteriormente, C = 100. A
continuación se muestra el tiempo normal para cada operación (tabla VI).

Como se puede observar en la tabla anterior, el
tiempo normal es igual al tiempo cronometrado, debido a que la calificación del
operario es igual a 100, por lo que el factor que multiplica al tiempo
cronometrado es igual a 1.
3.
Tiempo
estándar
Este es el tiempo que requiere un operario
calificado y capacitado trabajando a un paso normal para realizar la operación
y está determinado de la siguiente manera: TS = TN + TN*Concesión. Donde TS =
tiempo estándar y TN = tiempo normal. El porcentaje de concesión es igual a
17%, por lo que el valor de la concesión es igual a 0.17, de acuerdo con lo
establecido anterior mente.
A
continuación se muestran los tiempos estándar de cada operación (Tabla VII).

CÁLCULO DE EFICIENCIA
La
eficiencia de la línea está dada de la siguiente forma:
E = (ΣTS/ΣTP)*100
Donde:
E
= eficiencia
TS
= tiempo estándar
TP
= tiempo estándar permitido
El
tiempo estándar permitido es el tiempo de espera para cada operario según el
tiempo del operario más lento.
A
continuación se muestran los tiempos estándar y estándar permitidos (tabla VIII),
así como el cálculo de la eficiencia de la línea.
Explicando
la primera fila de la tabla:
TS
= Tiempo estándar de al operación 1 = 0.66 min.
Tiempo
de espera = TS mayor - TS de la operación 1 = 0.80 – 0.66 = 0.14 min.
TP
= TS de la operación 1 + Tiempo de espera de la operación 1 = 0.66 + 0.14 =
0.80 min.
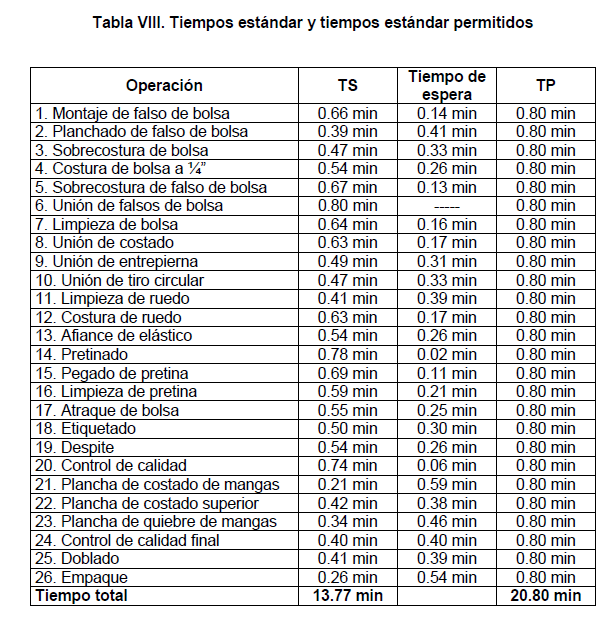
E =
(13.77/20.80)*100 = 66.20%
La eficiencia de la
línea es de 66.20%.
FORMULARIO
Tiempo
promedio por ciclo =Sumatoria(Tiempo Estándar)/#de operaciones
TN = TC * C/100
Dónde:
TN: Tiempo Normal.
TP: Tiempo del Cronometrado.
C: calificación del operario.
TS = TN + TN*Concesión
Dónde:
TS = tiempo estándar
TN = tiempo normal
E = (ΣTS/ΣTP)*100
Dónde:
E = eficiencia
TS = tiempo estándar
TP = tiempo estándar permitido
CUESTIONARIO
1.
¿Qué es
Estudio de Tiempos?
Esta
actividad implica la técnica de establecer un estándar de tiempo permisible para
realizar una tarea determinada, con base en la medición del contenido de trabajo
del método prescrito, con la debida consideración de la fatiga y las demoras
personales y los retrasos inevitables
2.
¿Qué
operario se debe tomar en cuenta para llevar a cabo el estudio de tiempos?
Se debe elegir un operario promedio.
3.
¿Qué
calificaciones de operarios hay?
Una
calificación de 85 a 99 para operarios inexpertos, calificación de 100 para
operarios de desempeño normal y calificación de 101 a 120 para operarios
expertos
4.
¿Qué
criterios se toman para elegir operarios de desempeño normal?
Este
operario debe tener habilidad, esfuerzo, condiciones y consistencia promedio.
5.
¿Cuáles
son los métodos para determinar el número de observaciones?
·
Por la
tabla de Westinghouse
·
Por
método estadístico
·
Por
el método del Abaco de Lifson
6.
¿Qué
son las concesiones?
Las concesiones son demoras inevitables que quizá
no fueron observadas en el estudio de tiempos, debido a que este se realiza en
períodos relativamente cortos de tiempo.
7.
¿Qué
tipo de concesiones hay en el estudio de tiempos?
·
La concesión personal
·
La concesión por fatiga
·
La concesión por posición incómoda
·
La concesión de atención requerida
·
La concesión por monotonía de nivel alto
8.
¿Qué es
el tiempo Normal?
Este es el tiempo que requerirá un operario
normal para realizar la operación
9.
¿Qué es
el Tiempo Estándar?
Este es el tiempo que requiere un operario
calificado y capacitado trabajando a un paso normal para realizar la operación.
10. ¿Qué es el Tiempo Cronometrado?
Es el tiempo de un trabajador que se estableció
para una determinada operación.

esta mal la formula de eficiencia es inversa a lo indicado
ResponderEliminarExcelente,conciso y bien expicado.
ResponderEliminar